Компания «АСД-техника» специализируется на разработке и производстве технологического оборудования для автоматизации производства сотовых панелей. Предлагаемые решения охватывают полный цикл производства — от подготовки компонентов до финальной сборки изделий.
1. Предварительная подготовка компонентов
1.1. Технологические операции
Подготовка связующего и наполнителя:
- Предварительный нагрев компонентов связующего в таре до рабочей температуры
- Осушка наполнителей для удаления влаги и летучих примесей
Дозирование и смешивание:
- Точное дозирование компонентов в реакторах подготовки (эпоксидные смолы, отвердители, ускорители полимеризации, модификаторы, пластификаторы) строго по заданной рецептуре.
- Перемешивание с контролем последовательности ввода компонентов
- Вакуумная подготовка: удаление включений воздуха
1.2. Оборудование

1.1. Cтанции подготовки компонентов, интегрирующие все перечисленные процессы в единый автоматизированный комплекс.

2.2. Непрерывное получение реакционных паст Станция «СФЕРОПЛАСТ»
На данной стадии происходит создание функциональных композиционных материалов путём введения различных наполнителей в подготовленное связующее. Процесс носит непрерывный характер, что обеспечивает стабильное качество и высокую производительность.
2.1. Применяемые наполнители
| Тип наполнителя | Функциональное назначение |
| Стеклянные микросферы | Снижение плотности, улучшение удельных характеристик |
| Полимерные микросферы | Легирование, термоизоляция |
| Аэросил | Регулирование реологии, повышение прочности |
| Стекловолокно | Армирование, повышение прочности |
| Кварцевый песок | Повышение жёсткости, износостойкости |
| Терморасширенный графит | Огнестойкость, неподдерживающие горение изделия |
2.2. Технологические особенности
- Непрерывное смешивание с постоянным соотношением связующие\наполнитель;
- Возможность изменения рецептуры в процессе работы;
- Вакуумирование на всех стадиях технологического процесса;
- Регулируемая производительность подачи готовой пасты;
- Возможность подачи пасты к месту потребления по трубопроводу и насадку (в целях формирования формы нанесения);
Применение:
3. Заполнение пастами форм (оснастки)
Предназначено для создания сложных конструктивных изделий с заданной геометрией. Заполнение форм (оснасток) реакционными пастами позволяет получать детали с высокой точностью размеров и поверхности.
Технологические возможности
- Работа с формами сложной конфигурации их заполнения высоковязкими составами;
- Изготовление заготовок для дальнейшей фрезерной обработки
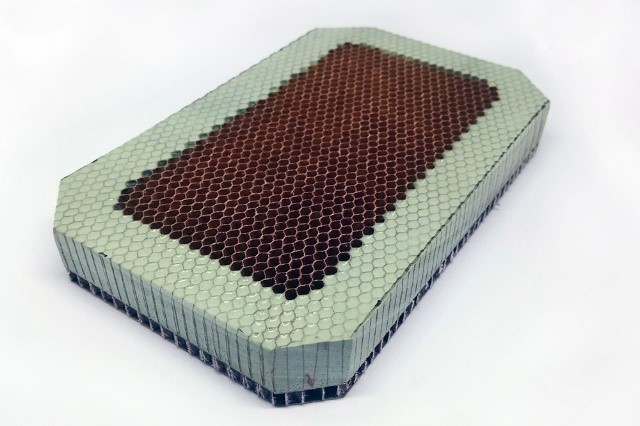
4. Заполнение пастами сотового наполнителя и сотопанелей
4.1. Область применения
Сотовые наполнители применяются в аэрокосмической отрасли (алюминиевые, арамидные, стекловолоконные соты) и требуют локального усиления в ответственных зонах:
- Места установки крепёжных элементов
- Кромочные участки панелей
- Зоны концентрации напряжений
4.2. Методы заполнения
Сплошное заполнение:
- Полное заполнение массива ячеек в усиленных зонах
- Применение специализированных паст: (на основе эпоксидного, бисмалевидных, связующих и других)

Индивидуальное заполнение:
- Выборочная забивка отдельных ячеек
- Точечное усиление фрезерованных участков
4.3. Ручное нанесение
Для участков, не требующих автоматизации, или при мелкосерийном производстве:
- Станция дополнительно оснащается тубо-заполнителем. Тубы заполняются сферопластиковым составом для выдачи на рабочие места.
4.4. Роботизированное вклейка конструкционных элементов и заполнение сферопластиком сотопанелей
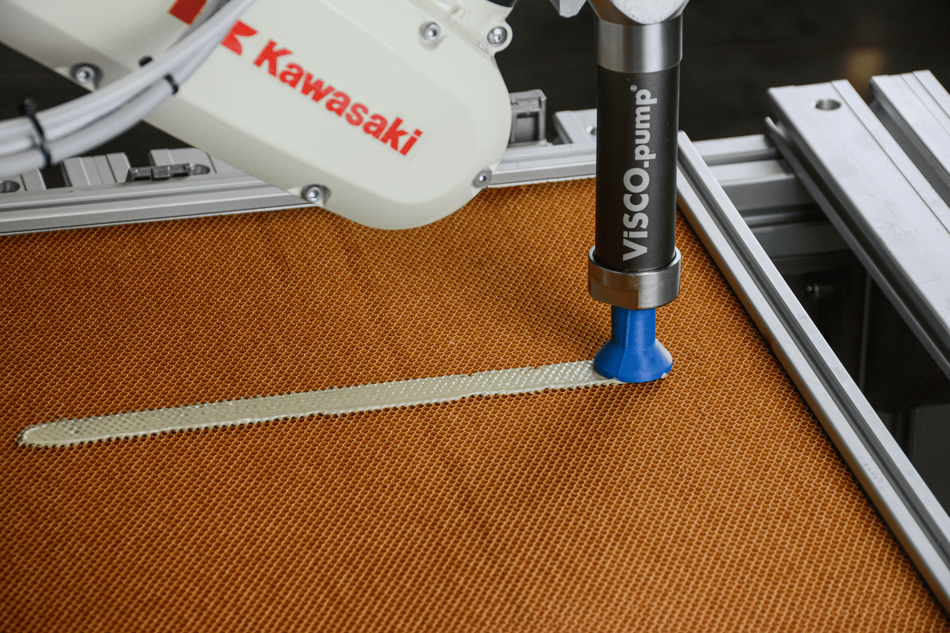

Для полной автоматизации процесса применяется робототехнический комплекс:
- Прецизионная фрезеровка (вскрытие обкладки)
- Сверление под места установки втулок (мест усилений)
- Автоматизированное заполнение сферопластиком.
- Установка и вклейка втулок (крепежных элементов)
- Регулируемое завинчивание крепежных элементов
- Заполнение торцов сотовых панелей
- Перемещение к месту хранения.
5. Автоматизированная станция для приклейкии обкладки к сотовому наполнителю, выполняет следующие операции:
5.1.
Операция 1: Подача обкладки
- Размещение штабеля заготовок обкладок в зону загрузки
- Поштучное отделение листов от штабеля с применением вакуумных или пневматических захватов
- Точное позиционирование обкладки на рабочей позиции
Операция 2: Нанесение клеевого состава
- Программируемая траектория нанесения с шагом между проходами
- Толщина нанесённого слоя: регулируемая.
- Расход клея: регулируемый (в зависимости от пористости сотового наполнителя)
- Рабочая ширина нанесения: соответствует ширине панели (до 1500 мм)
Операция 3: Совмещение и приклейка
- Точное совмещение обкладки с сотовым наполнителем
Операция 4: Транспортировка
- Перемещение панели в зону отверждения или прессования
- Скорость транспортирования: регулируемая.
5.2. Технологические преимущества
- Точное позиционирование обкладки относительно сотового наполнителя
- Равномерное нанесение клеевого слоя
- Исключение воздушных включений в клеевом шве
- Высокая производительность и стабильность качества
«АСД-техника» предлагает комплексные технологические решения, охватывающие весь производственный цикл сотовых панелей и композитных изделий. Применение автоматизированного оборудования обеспечивает высокое качество продукции, стабильность технологических процессов и значительное повышение производительности по сравнению с ручными операциями. Гибкость настройки оборудования под конкретные рецептуры и требования заказчика делает решения компании универсальным инструментом для предприятий различного масштаба.